Vinyl Coated Steel (VCS) materials can be a very versatile option when there is a need to add padding, anti-scratching, anti-marring or other cushioning elements to a shipping or handling container. The material can be cut, pierced, notched and formed into various shapes which can then be mechanically fastened to a substrate within the structure of the container.
Normally the blanks from which VCS details are fabricated are sheared from larger sheets of the finished laminated material using a mechanical guillotine. The option of producing the blanks using waterjet cutting methods makes the material even more versatile, but it’s not the most appropriate method for all applications. In this post we will explore the pros and cons with using water jet cutting methods to make VCS details.
Pros
Greater design flexibility
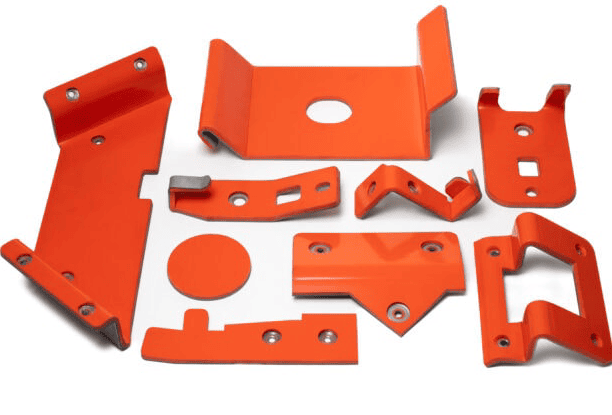
Waterjet cutting vastly expands design options. Complex and large curved shapes are possible. Flat blanks which require multiple notches, cut-outs and many rounded corners can be done more easily than using a shear, notching dies and radius dies. Large holes can be cut into the parts. Oblong holes, special slots and rectangular openings can be produced. Basically just about any design you could cut using bare steel with a laser cutting machine, can be produced using VCS materials with a waterjet cutting machine.
Better surface cosmetics
Piercing holes with standard Uni-punch tools and using notch dies in a press requires that the material be pressed with the tooling. This can produce a slight witness line where the tooling made contact with the softer coating. Waterjet cutting doesn’t produce any witness lines.
Smooth edges
Waterjet cutting produces a completely square edge of steel and vinyl coating which is smooth to the touch. The standard process of shearing VCS materials with a guillotine can produce edges on one side that have a bit more steel exposed than the other side, especially with heavier steel gages. If the application requires completely smooth edges all around the detail, waterjet cutting would provide it.
Cons
Higher pricing
Waterjet cutting is a more expensive method than shearing, especially for long, straight details. Normal round holes and slots which can be pierced using standard Uni-punch tooling are also less expensive than using waterjet cutting to achieve the same result. Normal rounded corners and simple square notches are generally less expensive using our current form press tools.
Less yield per sheet of material
Waterjet cut details are cut out of a sheet like round cookies in a rolled out sheet of dough. They normally do not share a cut line with the adjacent details. This reduces the number of parts made per sheet of laminated VCS material and thus increases the material cost per detail and increases the scrap or offal which must be recycled as scrap steel.
Longer lead-time
The lead times for product shipment after the order has been placed is generally longer for waterjet cutting vs using standard cutting and punching methods.
Bottomline
If a VCS detail can be designed as a rectangular blank (whether or not formed into a simple angle or channel), with standard size holes or slots, it will avoid the need for waterjet cutting and will provide a part at the lowest cost and quickest lead-time. However, if the VCS detail in the flat features a non-rectangular shape or requires any special cut-outs or special size holes, we will consider using waterjet cutting methods in production.